焊縫跟蹤主要采用的是激光傳感器來進(jìn)行焊縫跟蹤檢測,目前的檢測方式主要用四種,每種方式都有著不同的優(yōu)缺點(diǎn),下面我們就來分別給大家介紹一下不同焊縫跟蹤激光傳感器的工作原理。
激光傳感器在焊縫跟蹤中的核心作用
激光傳感器通過非接觸式測量技術(shù),實(shí)時(shí)捕捉焊縫形貌數(shù)據(jù),為焊接機(jī)器人提供動態(tài)糾偏依據(jù),其核心優(yōu)勢包括:
高精度(微米級分辨率)
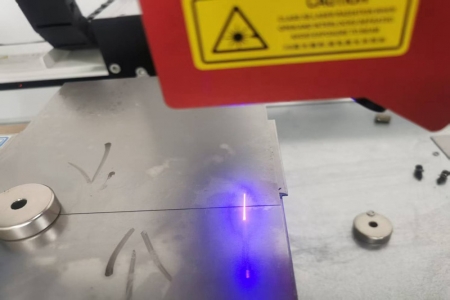
抗干擾性(適應(yīng)焊接強(qiáng)光、煙塵環(huán)境)
實(shí)時(shí)性(毫秒級響應(yīng)速度)
適應(yīng)性(兼容復(fù)雜焊縫類型與材質(zhì))
四類激光傳感器的工作原理及技術(shù)細(xì)節(jié)
1. 激光位移傳感器(單點(diǎn)測量)
技術(shù)原理:
基于激光三角反射法,激光器發(fā)射一束點(diǎn)狀激光至被測物表面,反射光通過透鏡在CCD/CMOS芯片上形成光斑。通過光斑在芯片上的位置偏移(Δx),結(jié)合幾何三角關(guān)系計(jì)算距離變化(ΔZ),公式為:其中,為激光器與芯片基線距離,為透鏡焦距。
特點(diǎn):
精度:±0.01mm(典型值),適用于微小位移檢測。
速度:采樣率可達(dá)10kHz,滿足高速焊接需求。
抗干擾:采用窄帶濾光片抑制弧光干擾。
應(yīng)用場景:
焊縫高度跟蹤(如角焊縫余高控制)、工件裝配間隙檢測。
2. 激光測距傳感器(相位式測距)
技術(shù)原理:
對激光束進(jìn)行高頻調(diào)制(通常為數(shù)十MHz至GHz),通過測量調(diào)制光波在往返被測表面時(shí)的相位差(Δφ),結(jié)合光速(c)和調(diào)制頻率(f)計(jì)算距離(D):該技術(shù)可實(shí)現(xiàn)遠(yuǎn)距離(百米級)高精度測量。
特點(diǎn):
量程大:覆蓋0.1m~200m,適用于大型結(jié)構(gòu)件(如船舶、橋梁)的焊縫定位。
環(huán)境適應(yīng)性:抗煙霧、粉塵干擾,適合戶外焊接場景。
應(yīng)用場景:
長直焊縫的全局定位、多機(jī)器人協(xié)同焊接的基準(zhǔn)校準(zhǔn)。
3. 二維激光測量傳感器(輪廓掃描)
技術(shù)原理:
發(fā)射線激光形成光平面,照射到工件表面后形成變形光帶,通過CMOS相機(jī)捕獲光帶圖像,利用三角法逐點(diǎn)解算X-Z二維輪廓坐標(biāo),生成焊縫截面形狀的連續(xù)點(diǎn)云數(shù)據(jù)。特點(diǎn):
多維度數(shù)據(jù):同時(shí)獲取焊縫寬度、深度、坡口角度等參數(shù)。
動態(tài)補(bǔ)償:結(jié)合機(jī)器人運(yùn)動軌跡,實(shí)時(shí)重建三維焊縫路徑。
應(yīng)用場景:
復(fù)雜坡口焊縫(如V型、U型)跟蹤、多層多道焊的路徑規(guī)劃。
4. 激光位敏傳感器(PSD芯片)
技術(shù)原理:
采用位置敏感探測器(PSD),通過光斑在PSD芯片表面的能量中心坐標(biāo)(X,Y)計(jì)算位置偏移,其輸出電流與光斑位置成線性關(guān)系,無需分割像素,實(shí)現(xiàn)無盲區(qū)連續(xù)測量。特點(diǎn):
超高精度:一維分辨率達(dá)0.2μm,適用于微焊縫跟蹤(如電子器件焊接)。
響應(yīng)速度:納秒級延遲,適合高速精密加工。
應(yīng)用場景:
微小工件(如電池極耳)的精密焊接、半導(dǎo)體封裝焊點(diǎn)檢測。
技術(shù)對比與選型建議
| 傳感器類型 | 精度 | 速度 | 適用場景 | 成本 |
|---|---|---|---|---|
| 激光位移傳感器 | ±0.01mm | 高 | 常規(guī)焊縫高度跟蹤 | 低 |
| 激光測距傳感器 | ±1mm | 中 | 大型結(jié)構(gòu)件全局定位 | 中 |
| 二維激光傳感器 | ±0.1mm | 高 | 復(fù)雜坡口輪廓重建 | 高 |
| 激光位敏傳感器 | ±0.2μm | 極高 | 微焊接與精密檢測 | 極高 |
在焊縫跟蹤系統(tǒng)中的集成應(yīng)用
多傳感器融合:
二維激光傳感器掃描焊縫輪廓,結(jié)合位移傳感器實(shí)時(shí)補(bǔ)償焊槍高度,提升復(fù)雜軌跡跟蹤精度。
激光測距傳感器與視覺傳感器互補(bǔ),解決強(qiáng)反光金屬表面的測量盲區(qū)。
動態(tài)參數(shù)調(diào)整:
根據(jù)實(shí)時(shí)測量的焊縫間隙,自動調(diào)節(jié)焊接電流、送絲速度,避免焊穿或未熔合。
質(zhì)量閉環(huán)控制:
將傳感器數(shù)據(jù)與焊接過程參數(shù)(如熔池圖像)融合,利用AI算法預(yù)測焊縫缺陷(氣孔、咬邊)。
通過以上激光傳感技術(shù)的協(xié)同工作,現(xiàn)代焊縫跟蹤系統(tǒng)能夠?qū)崿F(xiàn)從宏觀定位到微觀成形的全流程精準(zhǔn)控制,成為智能制造中不可或缺的核心單元。